

Honda VFR750F 1996
Mr. Red))
Последний раз был на сайте 685 дней и 11 часов назад
Honda VFR750F 1996 → Поучительные истории. Как обслужить что бы в ремонтах не тужить(часть 3).
Зима крепнет, самый маленький день 2018 уже за бортом, подбираются новогодние и Рождественские праздники, сила магических историй в разгаре, тем более что сижу я сейчас возле теплой бабушкиной печи на хуторе в заснеженном лесу. Цветной телик под образАми(ударять по третьему слогу) дарит глазам четкое изображение какого-то жизненного фильма(что обожают наверное все бабули) а я в полумраке, наушниках и валенках с бокалом светлого смотрю из мрака избушки на порхающий в окне снег и собираюсь Вам рассказать очередную часть саги «О доблестном выфере и натирании его лат перед летними походами».
Поскольку вокруг такая каноничная атмосфера для «сказок» а в ушах играет «Score», то и обслуга будет по канонам священных мануалов и практик! Никакой синей изоленты вместо высокопрочной эльфийской стали, никакого свиного сала вместо заморских подшипниковых лубрикантов и пошлой проволоки там, куда мужики мотают армированный скотч и американские бичевки.
Пациент, по-прежнему на столе(точнее на бетонном пыльном полу), приступим.

В прошлой части мы почти собрали рулевую (ссыль). Я Вам рассказал как это делать, но на самом деле рулевую на тот момент еще не поставил. Еще раз присмотрелся к подшипникам, подумал о вечности, утопичности существования, бренности бытия и всмотрелся в кристаллическую решетку улучшенной подшипниковой стали обойм… шестое чувство подсказывало, что она не без изъяна и десяток-другой электронов точно не на своих местах. В это же секунду я почувствовал жжение в районе нескольких купюр в носке и через мгновение очнулся с новым комплектом подшипников(пыльники были при них) в руках. Чудеса, не иначе.

И вот, специально для всех кто желал — замена подшипников рулевой. И раз уж у нас все в строгих рамках и ни шага в сторону от best practiсs, то начнем мы не с горячего желания ошалело стереть в порошок старые подшипники и заколотить суровым молотом на их места новые, а с медитации и подготовительных работ. Изготовим приспособления для замены подшипников, а именно, выколотку для старых обойм и пуансоны для запрессовки новых. Вот как выглядит в моем случае выколотка, которую я изготовил из куска арматуры, которую Вы можете, например, отобрать у гопника в темном переулке близ стройки.

Изготовить ее весьма просто, зажимаем арматуру в тиски и работаем над одним из концов углошифовальной машиной с целью получения нужного профиля. Инструмент готов. Профилированным концом упираем выколотку в обойму и аккуратно постукивая молотком извлекаем оную из посадочного места. Также поступаем со второй.

В алюминиевых рамах(особенно в алюминиевых) нужно хорошенько проверить посадочные места внешних обойм подшипников. Потому как из-за не каноничного и делитансткокого обслуживания они могут быть повреждены. Дело в том, что при запрессовке подшипника в алюминий, если обойма начинает идти наперекосяк, то одна из сторон обоймы вгрызается в посадочное место и начинает «снимать стружку», которая в последствии ложится на упор посадочного места и подшипник, как не старайся, ровно уже не запрессовать, так как с одной стороны под ним будет «прокладка» из алюминиевой стружки. Если обнаруживаем такую спрессованную стружку в посадочном месте, ее нужно убрать(выковырять шилом, канцелярским ножом или еще чем подходящим). В нижней обойме я как раз нашел такой небольшой сюрприз, благополучно убрал его и был готов к запрессовке новых обойм. И теперь настал черед изготовления пуансонов.
Достаем из заднего кармана токарный станок и кладем его на стол. Также нам понадобится парочка ржавых стальных болванок. Если все перечисленное готово, начинаем точить… Нет-нет, сейчас мы будем точить не бутеры с чаем, которые приготовлены для гаражного перекуса. Оставим их на победоносное завершение работ.
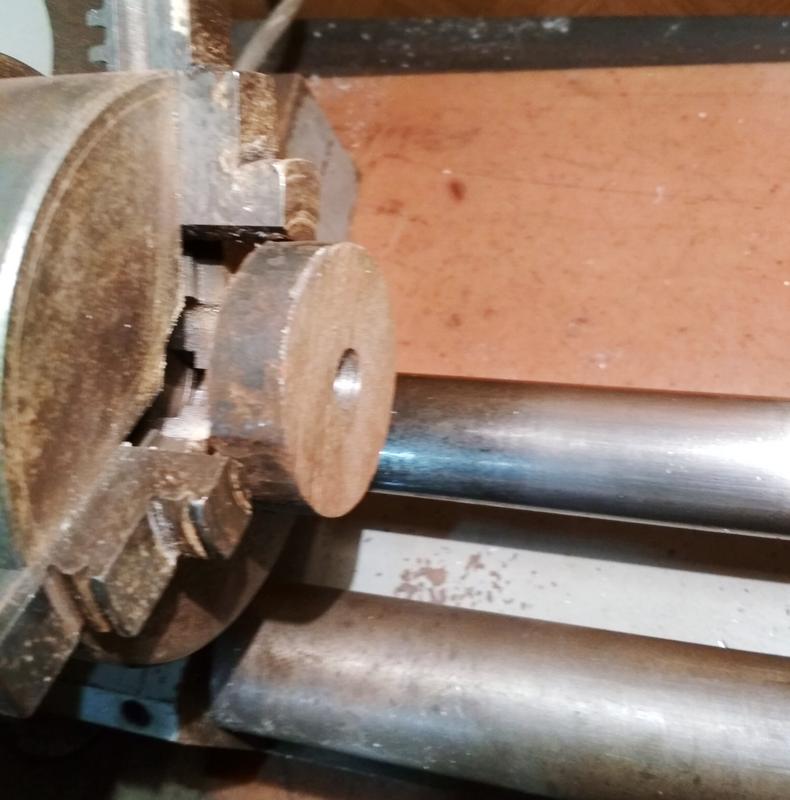

Пуансон по внешнему диаметру делаем чуть меньше(примерно на 0,5 мм) чем запрессовываемая обойма, а вот проточка на пуансоне должна быть точно подогнана к внутреннему конусу(так что бы она легко и без люфтов вставлялась в обойму со стороны запрессовки).

Поскольку верхний и нижний подшипники разных размеров, пуансоны вытачиваем под каждый(теперь можем менять такие подшипники хоть пачками).
Далее, собственно, процесс запрессовывания. Начнем с нижней обоймы. В верхнее посадочное вкладываем пуансон без обоймы так, что бы его сторона без проточки легла на упоры посадочного места.

Продеваем через пуансон стяжной болт(можно шпильку подходящей длины, так что бы конец с резьбой немного торчал с обратной стороны рулевой колонки). Вставляем в нижнее посадочное обойму нужной стороной(перед установкой крайне желательно разогреть феном посадочное место, что бы после теплового расширения диаметр посадки стал больше и обойма вошла легче). Необходима очень точно сориентировать обойму в посадке. Прижимаем все это дело пуансоном.

Далее нанизываем упорный подшипник(что бы легче крутилась и не сдвигала конструкцию при запрессовке гайка) и закручиваем гайку.

Проверяем что бы все стояло на своих местах, а запресовываемая обойма была установлена без перекосов. Начинаем затягивать гайку. Даже при таком способе запрессовки никто не застрахован от перекоса обоймы, поэтому в процессе тщательно за этим следим. Если он появляется, поправляем ситуацию аккуратным постукиванием молотком по той части, которая больше выступает. Тянем гайку до упора, с хорошим усилием, по финишу можно еще молоточком обстучать для верности. Разбираем конструкцию и радуемся идеальному результату.

Аналогично прессуем верхний подшипник.

Теперь нужно установить сам нижний подшипник на шток(как снять старый можно прочитать в предыдущей части). Что бы вновь использовать тепловое расширение во благо, нижнюю траверсу со штоком можно «заморозить», а подшипник просто оставить в теплом помещении. Не забывая в первую очередь установить на шток пыльник, одеваем подшипник на шток. Что бы установить его на место нам так же понадобится приспособление(обечайка). Его я так же выточил на токарном станке.

Внутреннее отверстие на ней должно быть немного больше(в пределах миллиметра), чем диаметр внутренней обоймы устанавливаемого подшипника. Одну сторону обечайки нужно проточить до диаметра чуть меньше, чем диаметр кольца сепаратора роликов так, что бы обечайка свободно в него вставлялась(в сепаратор) и упиралась в обойму подшипника.

Следом за подшипником одеваем на шток обечайку и далее у нас есть несколько способов установить подшипник:
— если есть металлическая труба с внутренним диаметром чуть больше диаметра штока, то можно просто одеть ее на шток и, уперев в обечайку, легкими ударами молотка по трубе «забить» подшипник на место(таким способом можно обойтись и без молотка, стянув собранную конструкцию шпилькой).
— если трубы нет, но есть тиски, раздвигаем губки тисков на ширину чуть большую диаметра штока, размещаем шток в зеве тисков, упираем обечайку в торцы губок. Аккуратно постукивая молотком по нижней стороне траверсы устанавливаем подшипник на место(стучать лучше через какую-нибудь проставку, что бы не повредить траверсу). При данном способе понадобится помощь товарища, который будет либо удерживать траверсу со штоком, либо лупить молотком куда следует(можно обойтись и без дополнительных рук, если поставить тиски на бок).

Далее смазываем подшипники хорошей консистентной смазкой, желательно с сульфидом молибдена, и собираем все так, как описано в предыдущей части.
Теперь можно начать обслуживание вилки. Для начала откручиваем топкэпы.

После можно скрутить их со штоков демпферов и достать всю внутрянку(для удобства сборки рекомендую все раскладывать по полочкам/коробочкам в порядке сборки/разборки)

Можно сливать жижу из перьев. В моем случае она оказалась не самой худшей, что я видел на своем веку, но и далекой от прозрачного нового гидравлического масла.

Что бы замена масла была максимально эффективной, нужно как можно больше слить старого. Для этого интенсивно и многократно двигаем перо в цилиндре и шток демпфера от упора до упора(держим все это хозяйство вниз головой над удобной тарой, что бы масло свободно вытекало из пера). Если есть время и другие дела, то можно оставить перья вверх ногами на несколько часов.

Всегда удивляет как много масло еще можно сцедить таким способом из, казалось бы, и так пустых амортизаторов. Приступаем к заливке нового масла и сборке. Я использовал на этот раз минеральное Eni 15W. Масло заливается в «пустой» амортизатор(без пружины и прочей требухи). В мануале всегда указывается две цифры для количества масла: 1) объем в миллилитрах 2) уровень масла от верхнего края пера(в вертикальном положении). Вторая цифра является главной, и так сказать финишной. Для начала наливаем в мерный стакан объем масла, указанный в мануале, выливаем из стакана в перо процентов 50-70, далее нужно закачать масло в демпфер вытягивая и заталкивая его шток от упора до упора несколько раз(пока его ход не станет равномерным во всем диапазоне), так же поступаем с пером вилки(вытягиваем и заталкиваем несколько раз). Можно дать некоторое время маслу отстаяться, что бы вышли все пузырьки воздуха. Теперь нужно долить масло по уровню, указанному в мануале(шток и перо полностью вдавлены), как правило до уровня его влазит чуть меньше, чем мы отмерили в стакан. Далее устанавливаем правильной стороной(навивка на пружинах с разных сторон разная) пружины в перья, устанавливаем в обратном порядке шайбы и спейсеры, привинчиваем к штокам топкэпы и закручиваем их в перья. Передние амортизаторы обслужены и готовы к установке в уже подготовленные траверсы рулевой колонки! После того как перо выдвинуто над верхней траверсой на мануальное значение, первым зажимаем нужным моментом болт нижней траверсы. Те же операции проводим со вторым пером и по завершении зажимаем оба пера в верхней траверсе и устанавливаем клипоны.
Наконец-то мы можем установить колесо. Делаем это в обратном порядке снятию. Когда колесо и ось на месте(гайка на оси должна быть затянута, а болты, фиксирующие ось — отпущены) снимаем мотоцикл с подножки, ставим его идеально перпендикулярно полу и качаем вилку несколько раз(передний тормоз при этом зажимать нельзя), что бы амортизаторы вилки заняли правильное положение на оси колеса. И только после этого затягиваем болты, фиксирующие ось. Мотоцикл снова на колесах! Ура! А это значит, можно приступать к обслуживанию оставшихся узлов, чему и будут посвящены следующие серии.
Поскольку вокруг такая каноничная атмосфера для «сказок» а в ушах играет «Score», то и обслуга будет по канонам священных мануалов и практик! Никакой синей изоленты вместо высокопрочной эльфийской стали, никакого свиного сала вместо заморских подшипниковых лубрикантов и пошлой проволоки там, куда мужики мотают армированный скотч и американские бичевки.
Пациент, по-прежнему на столе(точнее на бетонном пыльном полу), приступим.
В прошлой части мы почти собрали рулевую (ссыль). Я Вам рассказал как это делать, но на самом деле рулевую на тот момент еще не поставил. Еще раз присмотрелся к подшипникам, подумал о вечности, утопичности существования, бренности бытия и всмотрелся в кристаллическую решетку улучшенной подшипниковой стали обойм… шестое чувство подсказывало, что она не без изъяна и десяток-другой электронов точно не на своих местах. В это же секунду я почувствовал жжение в районе нескольких купюр в носке и через мгновение очнулся с новым комплектом подшипников(пыльники были при них) в руках. Чудеса, не иначе.
И вот, специально для всех кто желал — замена подшипников рулевой. И раз уж у нас все в строгих рамках и ни шага в сторону от best practiсs, то начнем мы не с горячего желания ошалело стереть в порошок старые подшипники и заколотить суровым молотом на их места новые, а с медитации и подготовительных работ. Изготовим приспособления для замены подшипников, а именно, выколотку для старых обойм и пуансоны для запрессовки новых. Вот как выглядит в моем случае выколотка, которую я изготовил из куска арматуры, которую Вы можете, например, отобрать у гопника в темном переулке близ стройки.
Изготовить ее весьма просто, зажимаем арматуру в тиски и работаем над одним из концов углошифовальной машиной с целью получения нужного профиля. Инструмент готов. Профилированным концом упираем выколотку в обойму и аккуратно постукивая молотком извлекаем оную из посадочного места. Также поступаем со второй.
В алюминиевых рамах(особенно в алюминиевых) нужно хорошенько проверить посадочные места внешних обойм подшипников. Потому как из-за не каноничного и делитансткокого обслуживания они могут быть повреждены. Дело в том, что при запрессовке подшипника в алюминий, если обойма начинает идти наперекосяк, то одна из сторон обоймы вгрызается в посадочное место и начинает «снимать стружку», которая в последствии ложится на упор посадочного места и подшипник, как не старайся, ровно уже не запрессовать, так как с одной стороны под ним будет «прокладка» из алюминиевой стружки. Если обнаруживаем такую спрессованную стружку в посадочном месте, ее нужно убрать(выковырять шилом, канцелярским ножом или еще чем подходящим). В нижней обойме я как раз нашел такой небольшой сюрприз, благополучно убрал его и был готов к запрессовке новых обойм. И теперь настал черед изготовления пуансонов.
Достаем из заднего кармана токарный станок и кладем его на стол. Также нам понадобится парочка ржавых стальных болванок. Если все перечисленное готово, начинаем точить… Нет-нет, сейчас мы будем точить не бутеры с чаем, которые приготовлены для гаражного перекуса. Оставим их на победоносное завершение работ.
Пуансон по внешнему диаметру делаем чуть меньше(примерно на 0,5 мм) чем запрессовываемая обойма, а вот проточка на пуансоне должна быть точно подогнана к внутреннему конусу(так что бы она легко и без люфтов вставлялась в обойму со стороны запрессовки).
Поскольку верхний и нижний подшипники разных размеров, пуансоны вытачиваем под каждый(теперь можем менять такие подшипники хоть пачками).
Далее, собственно, процесс запрессовывания. Начнем с нижней обоймы. В верхнее посадочное вкладываем пуансон без обоймы так, что бы его сторона без проточки легла на упоры посадочного места.
Продеваем через пуансон стяжной болт(можно шпильку подходящей длины, так что бы конец с резьбой немного торчал с обратной стороны рулевой колонки). Вставляем в нижнее посадочное обойму нужной стороной(перед установкой крайне желательно разогреть феном посадочное место, что бы после теплового расширения диаметр посадки стал больше и обойма вошла легче). Необходима очень точно сориентировать обойму в посадке. Прижимаем все это дело пуансоном.
Далее нанизываем упорный подшипник(что бы легче крутилась и не сдвигала конструкцию при запрессовке гайка) и закручиваем гайку.
Проверяем что бы все стояло на своих местах, а запресовываемая обойма была установлена без перекосов. Начинаем затягивать гайку. Даже при таком способе запрессовки никто не застрахован от перекоса обоймы, поэтому в процессе тщательно за этим следим. Если он появляется, поправляем ситуацию аккуратным постукиванием молотком по той части, которая больше выступает. Тянем гайку до упора, с хорошим усилием, по финишу можно еще молоточком обстучать для верности. Разбираем конструкцию и радуемся идеальному результату.
Аналогично прессуем верхний подшипник.
Теперь нужно установить сам нижний подшипник на шток(как снять старый можно прочитать в предыдущей части). Что бы вновь использовать тепловое расширение во благо, нижнюю траверсу со штоком можно «заморозить», а подшипник просто оставить в теплом помещении. Не забывая в первую очередь установить на шток пыльник, одеваем подшипник на шток. Что бы установить его на место нам так же понадобится приспособление(обечайка). Его я так же выточил на токарном станке.
Внутреннее отверстие на ней должно быть немного больше(в пределах миллиметра), чем диаметр внутренней обоймы устанавливаемого подшипника. Одну сторону обечайки нужно проточить до диаметра чуть меньше, чем диаметр кольца сепаратора роликов так, что бы обечайка свободно в него вставлялась(в сепаратор) и упиралась в обойму подшипника.
Следом за подшипником одеваем на шток обечайку и далее у нас есть несколько способов установить подшипник:
— если есть металлическая труба с внутренним диаметром чуть больше диаметра штока, то можно просто одеть ее на шток и, уперев в обечайку, легкими ударами молотка по трубе «забить» подшипник на место(таким способом можно обойтись и без молотка, стянув собранную конструкцию шпилькой).
— если трубы нет, но есть тиски, раздвигаем губки тисков на ширину чуть большую диаметра штока, размещаем шток в зеве тисков, упираем обечайку в торцы губок. Аккуратно постукивая молотком по нижней стороне траверсы устанавливаем подшипник на место(стучать лучше через какую-нибудь проставку, что бы не повредить траверсу). При данном способе понадобится помощь товарища, который будет либо удерживать траверсу со штоком, либо лупить молотком куда следует(можно обойтись и без дополнительных рук, если поставить тиски на бок).
Далее смазываем подшипники хорошей консистентной смазкой, желательно с сульфидом молибдена, и собираем все так, как описано в предыдущей части.
Теперь можно начать обслуживание вилки. Для начала откручиваем топкэпы.
После можно скрутить их со штоков демпферов и достать всю внутрянку(для удобства сборки рекомендую все раскладывать по полочкам/коробочкам в порядке сборки/разборки)
Можно сливать жижу из перьев. В моем случае она оказалась не самой худшей, что я видел на своем веку, но и далекой от прозрачного нового гидравлического масла.
Что бы замена масла была максимально эффективной, нужно как можно больше слить старого. Для этого интенсивно и многократно двигаем перо в цилиндре и шток демпфера от упора до упора(держим все это хозяйство вниз головой над удобной тарой, что бы масло свободно вытекало из пера). Если есть время и другие дела, то можно оставить перья вверх ногами на несколько часов.
Всегда удивляет как много масло еще можно сцедить таким способом из, казалось бы, и так пустых амортизаторов. Приступаем к заливке нового масла и сборке. Я использовал на этот раз минеральное Eni 15W. Масло заливается в «пустой» амортизатор(без пружины и прочей требухи). В мануале всегда указывается две цифры для количества масла: 1) объем в миллилитрах 2) уровень масла от верхнего края пера(в вертикальном положении). Вторая цифра является главной, и так сказать финишной. Для начала наливаем в мерный стакан объем масла, указанный в мануале, выливаем из стакана в перо процентов 50-70, далее нужно закачать масло в демпфер вытягивая и заталкивая его шток от упора до упора несколько раз(пока его ход не станет равномерным во всем диапазоне), так же поступаем с пером вилки(вытягиваем и заталкиваем несколько раз). Можно дать некоторое время маслу отстаяться, что бы вышли все пузырьки воздуха. Теперь нужно долить масло по уровню, указанному в мануале(шток и перо полностью вдавлены), как правило до уровня его влазит чуть меньше, чем мы отмерили в стакан. Далее устанавливаем правильной стороной(навивка на пружинах с разных сторон разная) пружины в перья, устанавливаем в обратном порядке шайбы и спейсеры, привинчиваем к штокам топкэпы и закручиваем их в перья. Передние амортизаторы обслужены и готовы к установке в уже подготовленные траверсы рулевой колонки! После того как перо выдвинуто над верхней траверсой на мануальное значение, первым зажимаем нужным моментом болт нижней траверсы. Те же операции проводим со вторым пером и по завершении зажимаем оба пера в верхней траверсе и устанавливаем клипоны.
Наконец-то мы можем установить колесо. Делаем это в обратном порядке снятию. Когда колесо и ось на месте(гайка на оси должна быть затянута, а болты, фиксирующие ось — отпущены) снимаем мотоцикл с подножки, ставим его идеально перпендикулярно полу и качаем вилку несколько раз(передний тормоз при этом зажимать нельзя), что бы амортизаторы вилки заняли правильное положение на оси колеса. И только после этого затягиваем болты, фиксирующие ось. Мотоцикл снова на колесах! Ура! А это значит, можно приступать к обслуживанию оставшихся узлов, чему и будут посвящены следующие серии.
 madim87
madim87- Алексей
- 31 декабря 2018 в 19:40
- 4
- +17
Когда качаем вилку с отжатыми болтами, которые фиксируют амортизаторы на оси, то амортизаторы занимают положение параллельное друг другу. Если зажать тормоз, то движение аморта по оси будет ограничатся, так как суппорт прикручен к амортизатору и при срабатывании тормозов будет жёстко держаться как бы за колесо.
Только зарегистрированные пользователи могут оставлять комментарии.
Войдите, пожалуйста, или зарегистрируйтесь.









Комментарии (13)
RSS свернуть / развернуть